数控机床故障知识图谱部署过程分享
苗锦洲
创建于:2024-11-24 18:23:14
更新于:2024-11-24 19:36:07
保加利亚
0
13
590
0
友情提示:此篇文章大约需要阅读 53分27秒
### 1 项目介绍
#### 1.1 项目来源
本项目是第八届中国软件杯大赛,基于移动端在线设备故障诊断平台的参赛作品
#### 1.2 项目要求
该项目要求从网络上爬取相关设备故障和维修解决方式,并构建知识库,当设备出现故障时,用户输入数控机床相关参数(品牌、型号、故障代码、某个或多个超出阈值参数、故障描述(文字或语音)等),系统可以根据知识库来进行故障诊断和排除,如果没有满意的方案,系统会再次进行网络爬取,如果答案有效,则对知识库进行补充和优化。
#### 1.3 项目总结
1. 构建了知识库:通过爬取数控机床维修案例,并运用自然语言处理技术(NLP)和卷积神经网络(CNN)对文本进行处理,成功地从大量文本中提取出关键故障信息,形成了初步的知识库。
2. 建立了知识图谱:利用Neo4j图数据库,我们将故障描述及其相关的操作、故障现象、故障部位、报警信号等进行了关联,形成了清晰的知识图谱,便于后续的推理和诊断。
3. 实现了故障诊断系统:该系统能够基于已构建的知识库和知识图谱,对新出现的故障描述进行分析,通过规则推理和CNN预测,诊断出最可能的故障原因,并提供给用户。
4. 实现了知识库的自学习功能:系统能够在线分析新的故障案例,通过用户反馈和语料库对比分析,对新的知识进行补充,对已有知识进行完善和优化,实现了知识库的持续更新和升级。
### 2 效果展示
#### 2.1 故障诊断
- 参数含义
- pinpai:品牌
- xinghao:型号
- errorid:故障代码
- question:故障描述
- relationList:相关现象
其中故障描述必须有,其他均可选,相关现象是在诊断出结果之后,用户反馈相关现象,再次进行诊断时用到的。多个相关现象中间用"|"分隔
```bash
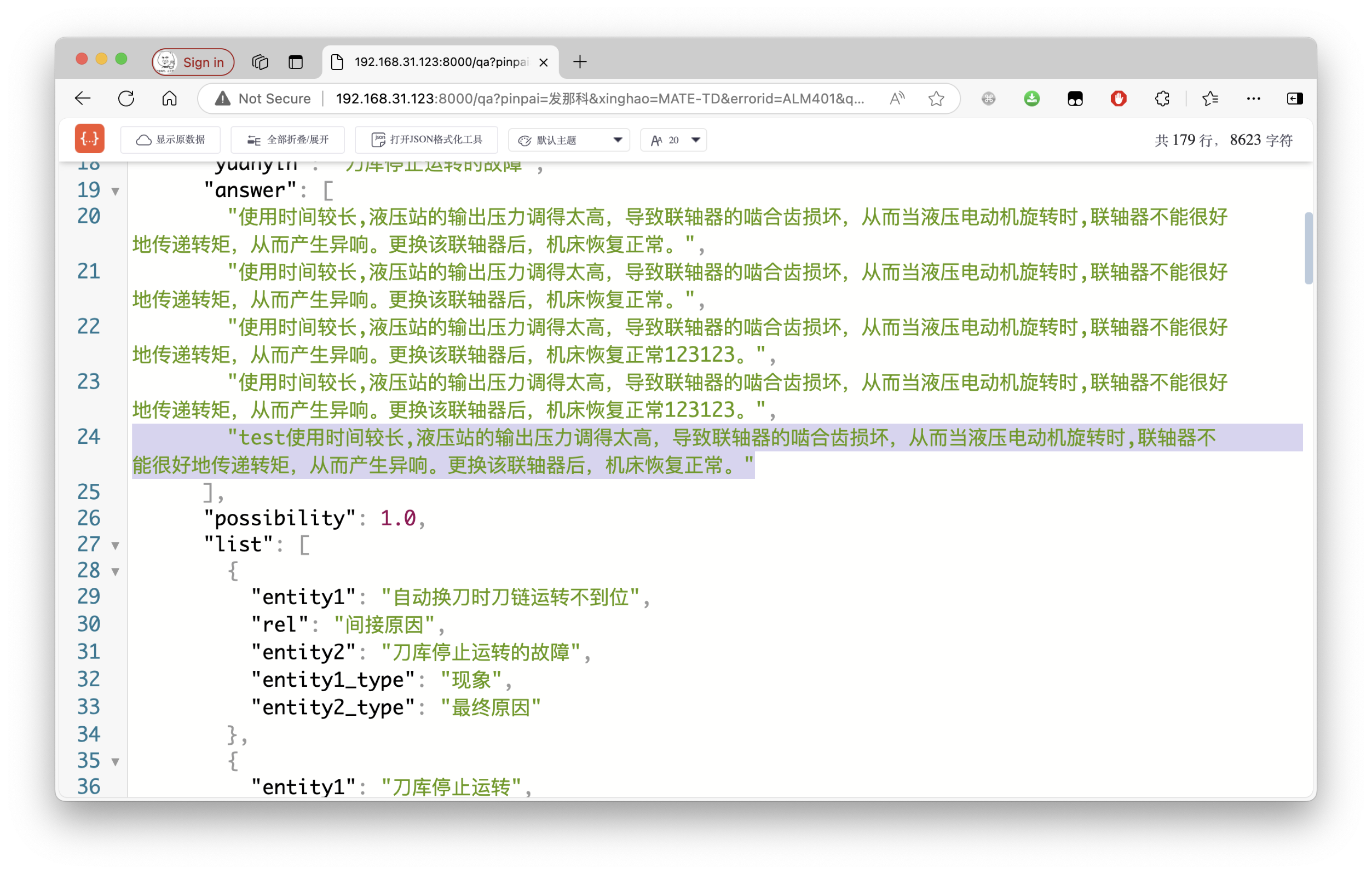
curl "http://127.0.0.1:8000/qa?pinpai=发那科&xinghao=MATE-TD&errorid=ALM401&question=自动换刀时刀链运转不到位,刀库停止运转&relationList=机床自动报警"
```

```json
{
"selectedlist": [
"自动换刀时刀链运转不到位",
"刀库停止运转",
"ALM401报警",
"机床自动报警"
],
"hiddenlist": [
"刀库开始运转",
"但是所需要换的刀具没有传动到位",
"刀库就停止运转了",
"3mm后机床自动报警",
"3min后机床自动报警",
"CNC显示ALM411"
],
"list": [
{
"yuanyin": "刀库停止运转的故障",
"answer": [
"使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常123123。",
"使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常123123。"
],
"possibility": 1.0,
"list": [
{
"entity1": "自动换刀时刀链运转不到位",
"rel": "间接原因",
"entity2": "刀库停止运转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "刀库停止运转",
"rel": "间接原因",
"entity2": "刀库停止运转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常123123。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常123123。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
}
]
},
{
"yuanyin": "连接不良引起跟随误差报警的故障",
"answer": [
"FANUC 6M系统ALM401报警的内容同前,ALM411报警的含义是 \"运动时X轴跟随误差超过”\r\n进一步分析、试验,发现系统全部参数设置正确,开机时驱动器无报警,且利用增量 方式或手轮方式少量移动X轴(!0.2mm),机床仍无报警,且显示变化,但电动机不转。 通过诊断参数检查X轴跟随误差DGN800的值,发现在X轴运动时,其值不断增加,当 超过±200时,即出现报警,这一点与系统的''停止时允差”监控参数一致。\r\n由于机床开机时速度控制单元均无报警,且CNC跟随误差能变化,初步判定机床的 CNC与速度控制单元均无故障。利用万用表测量驱动器的!CMD(速度给定电压)输入, 发现此值始终为“5”,即:故障原因为CNC的速度给定电压未输入到驱动器。\r\n在故障确定后,检查CNC至速度控制单元的连线,发现X轴速度给定输出线中间已 断裂;重新连接后,故障排除,X轴即可正常工作。\r\n",
"test1"
],
"possibility": 0.5,
"list": [
{
"entity1": "ALM401报警",
"rel": "间接原因",
"entity2": "连接不良引起跟随误差报警的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "连接不良引起跟随误差报警的故障",
"rel": "解决办法",
"entity2": "FANUC 6M系统ALM401报警的内容同前,ALM411报警的含义是 \"运动时X轴跟随误差超过”\r\n进一步分析、试验,发现系统全部参数设置正确,开机时驱动器无报警,且利用增量 方式或手轮方式少量移动X轴(!0.2mm),机床仍无报警,且显示变化,但电动机不转。 通过诊断参数检查X轴跟随误差DGN800的值,发现在X轴运动时,其值不断增加,当 超过±200时,即出现报警,这一点与系统的''停止时允差”监控参数一致。\r\n由于机床开机时速度控制单元均无报警,且CNC跟随误差能变化,初步判定机床的 CNC与速度控制单元均无故障。利用万用表测量驱动器的!CMD(速度给定电压)输入, 发现此值始终为“5”,即:故障原因为CNC的速度给定电压未输入到驱动器。\r\n在故障确定后,检查CNC至速度控制单元的连线,发现X轴速度给定输出线中间已 断裂;重新连接后,故障排除,X轴即可正常工作。\r\n",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "连接不良引起跟随误差报警的故障",
"rel": "解决办法",
"entity2": "test1",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
}
]
},
{
"yuanyin": "刀库无法旋转的故障",
"answer": [
"TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套 的 CNC 系统为 SIEMENS840D。\r\n由上达故障查报警知道是换刀时间超出。此时在MDI方式中,无论用手动输入刀 库顺时针旋转还是逆时针旋转动作指令,刀库均不动作。检查电气控制系统,没有发现 什么异常;PLC输出指示器上的发光二极管燃亮,表明PL2有输出,那么问题应该发生 在机械传动方面。估计故障可能出在减速器上。为此,拆除了防护罩,卸下了伺服电动 机,拆开减速器,发现减速器内一传动轴上的联接键脱落,致使动力传动路线中断,刀库 无法旋转。修复减速器后,故障排除。\r\n",
"TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套 的 CNC 系统为 SIEMENS 840D。\r\n由上达故障查报警知道是刀库伺服电动机过载。检查电气控制系统,没有发现什 么异常,问题应该发生在机械传动或其他方面:①刀库链或减速器内有异物卡住;②刀 库链上的刀具太重;③润滑不良;经过检查上达三项正常。卸下伺服电动机,发现伺服 电动机内部有许多切削液,致使线圈短路所致。观察原因是电动机与减速器联接处的 密封圈磨损,从而导致切削液渗入电动机。更换密封圈和伺服电动机后,故障排除。\r\n"
],
"possibility": 0.38,
"list": [
{
"entity1": "自动换刀时刀链运转不到位",
"rel": "间接原因",
"entity2": "刀库无法旋转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "自动换刀时刀链运转不到位",
"rel": "间接原因",
"entity2": "刀库无法旋转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "机床自动报警",
"rel": "间接原因",
"entity2": "刀库无法旋转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "刀库无法旋转的故障",
"rel": "解决办法",
"entity2": "TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套 的 CNC 系统为 SIEMENS840D。\r\n由上达故障查报警知道是换刀时间超出。此时在MDI方式中,无论用手动输入刀 库顺时针旋转还是逆时针旋转动作指令,刀库均不动作。检查电气控制系统,没有发现 什么异常;PLC输出指示器上的发光二极管燃亮,表明PL2有输出,那么问题应该发生 在机械传动方面。估计故障可能出在减速器上。为此,拆除了防护罩,卸下了伺服电动 机,拆开减速器,发现减速器内一传动轴上的联接键脱落,致使动力传动路线中断,刀库 无法旋转。修复减速器后,故障排除。\r\n",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库无法旋转的故障",
"rel": "解决办法",
"entity2": "TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套 的 CNC 系统为 SIEMENS 840D。\r\n由上达故障查报警知道是刀库伺服电动机过载。检查电气控制系统,没有发现什 么异常,问题应该发生在机械传动或其他方面:①刀库链或减速器内有异物卡住;②刀 库链上的刀具太重;③润滑不良;经过检查上达三项正常。卸下伺服电动机,发现伺服 电动机内部有许多切削液,致使线圈短路所致。观察原因是电动机与减速器联接处的 密封圈磨损,从而导致切削液渗入电动机。更换密封圈和伺服电动机后,故障排除。\r\n",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
}
]
},
{
"yuanyin": "换刀不到位的故障",
"answer": [
"MPA - H100A加工中心是日本三菱公司广岛工机工厂生产,所配 CNC系统为FANUC 6M - MODELB,工作台为10001000mm x 1000mm,60把刀具。由上达 故障查报警知道是换刀时间超出。此时在MDI方式中,无论用手动输入刀库顺时针旋 转还是逆时针旋转动作指令,刀库均不动作。检查电气控制系统,没有发现什么异常; PLC输出指示器上的发光二极管燃亮,表明PLC有输出,刀库顺时针和边时针传动电磁 阀上的逆时针一侧的发光二极管燃亮,表明电磁阀有电,此时刀库不动作,那么问题应 该发生在液压系统或者其他方面。但是液压系统的压力正常,各油路均畅通并无堵塞 现象;检查各个液压阀的液压器件也没有发现什么问题,估计故障可能出在液压马达 上。为此,拆除了防护罩,卸下了液压马达,能拆卸检查的部位,都作了检查,也没有发 现什么问题;后又将液压马达送到大连组合机床研究所去鉴定,其测试结论是液压马达 是完好的。经在场的同志们仔细分析研究后认为,问题只能有一个,那就是机械方面的 故障;但刀库的各部位,各个零部件均无明显的损伤痕迹,因此机械损坏故障可排除在 外;最后问题归结为一点,即刀库负载太重,或者有阻滞的部位,以至液压马达带不动所 致。\r\n事实上的确如此。我们在加工10t叉车箱体时,由于工件较复杂,加工面较多,所用 刀具多达40多把,而且大的刀具,长的刀具(最长的刀具达550mm),重的刀具(最重的刀 具达25kg以上)用量都很大,而且我们忽略了刀具在刀库上的分布情况,重而长的刀具 在刀库上没有均匀分布,而是集中于一段,以至造成刀库的链带局部拉得太紧,变形较 大,并且可能有阻滞现象,所以机床的液压马达带不动。最后我们把刀库链带的可调部 分稍松了一些,结果一切都恢复正常,说明问题的确是出在机械上。\r\n注意:刀库的链带又不能调得太松,否则会有''飞刀”的危险。有一次机械手在刀库 侧抓刀时,当把刀具拔出、然后上升、再进行180。旋转时,刀具突然被甩出,险些酿成大 祸。分析这起故障的原因,就是因为刀库链带太松的缘故。该机床机械手的两个卡爪 是靠向下的推力而被刀柄的外径向外挤开,然后靠弹簧的张力来夹紧刀具的。当机械 手向下抓刀时,由于链带太松,链带也随着机械手向下的推力而向下拱曲,结果机械手 的卡爪只抓住刀柄的一大半,并没有完全抓靠、抓牢,当机械手旋转时,由于刀具很重, 在离心力的作用下,刀具就沿切线方向甩出去。经把链带稍微紧了一下,就再也没有发 生类似情况。\r\n"
],
"possibility": 0.2,
"list": [
{
"entity1": "自动换刀时刀链运转不到位",
"rel": "间接原因",
"entity2": "换刀不到位的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "换刀不到位的故障",
"rel": "解决办法",
"entity2": "MPA - H100A加工中心是日本三菱公司广岛工机工厂生产,所配 CNC系统为FANUC 6M - MODELB,工作台为10001000mm x 1000mm,60把刀具。由上达 故障查报警知道是换刀时间超出。此时在MDI方式中,无论用手动输入刀库顺时针旋 转还是逆时针旋转动作指令,刀库均不动作。检查电气控制系统,没有发现什么异常; PLC输出指示器上的发光二极管燃亮,表明PLC有输出,刀库顺时针和边时针传动电磁 阀上的逆时针一侧的发光二极管燃亮,表明电磁阀有电,此时刀库不动作,那么问题应 该发生在液压系统或者其他方面。但是液压系统的压力正常,各油路均畅通并无堵塞 现象;检查各个液压阀的液压器件也没有发现什么问题,估计故障可能出在液压马达 上。为此,拆除了防护罩,卸下了液压马达,能拆卸检查的部位,都作了检查,也没有发 现什么问题;后又将液压马达送到大连组合机床研究所去鉴定,其测试结论是液压马达 是完好的。经在场的同志们仔细分析研究后认为,问题只能有一个,那就是机械方面的 故障;但刀库的各部位,各个零部件均无明显的损伤痕迹,因此机械损坏故障可排除在 外;最后问题归结为一点,即刀库负载太重,或者有阻滞的部位,以至液压马达带不动所 致。\r\n事实上的确如此。我们在加工10t叉车箱体时,由于工件较复杂,加工面较多,所用 刀具多达40多把,而且大的刀具,长的刀具(最长的刀具达550mm),重的刀具(最重的刀 具达25kg以上)用量都很大,而且我们忽略了刀具在刀库上的分布情况,重而长的刀具 在刀库上没有均匀分布,而是集中于一段,以至造成刀库的链带局部拉得太紧,变形较 大,并且可能有阻滞现象,所以机床的液压马达带不动。最后我们把刀库链带的可调部 分稍松了一些,结果一切都恢复正常,说明问题的确是出在机械上。\r\n注意:刀库的链带又不能调得太松,否则会有''飞刀”的危险。有一次机械手在刀库 侧抓刀时,当把刀具拔出、然后上升、再进行180。旋转时,刀具突然被甩出,险些酿成大 祸。分析这起故障的原因,就是因为刀库链带太松的缘故。该机床机械手的两个卡爪 是靠向下的推力而被刀柄的外径向外挤开,然后靠弹簧的张力来夹紧刀具的。当机械 手向下抓刀时,由于链带太松,链带也随着机械手向下的推力而向下拱曲,结果机械手 的卡爪只抓住刀柄的一大半,并没有完全抓靠、抓牢,当机械手旋转时,由于刀具很重, 在离心力的作用下,刀具就沿切线方向甩出去。经把链带稍微紧了一下,就再也没有发 生类似情况。\r\n",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
}
]
}
]
}
```
#### 2.2 在线分析
在线分析接口参数同故障诊断
```bash
curl "http://127.0.0.1:8000/pa?pinpai=发那科&xinghao=MATE-TD&errorid=ALM401&question=自动换刀时刀链运转不到位,刀库停止运转&relationList=机床自动报警"
```

```json
{
"simple_url": [
],
"answer": [
{
"answer": "首先检查气液转换的气源压力正常,检查工作台压紧液压缸油位 指示杆,已到上限,可能缺油,用螺钉旋具拧工作台上升、下落电磁阀手动钮,让工作台 压紧气液转换缸补油,油位指示杆回到中间位置,报警消除。但过半小时左右,报警又 出现,再查压紧液压缸油位,又缺油,故怀疑油路有泄漏。查油管各接头正常,怀疑对象 缩小为工作台夹紧工作液压缸和夹紧气液转换缸,查气液转换缸,发现油腔端Y形聚胺 酯密封有裂纹,导致压力油慢慢回流到补油腔,最后因油不够不能形成油压而报警,更 换后故障排除。",
"zan": 10
},
{
"answer": "现场观察,主轴处于非定向状态,可以断定换刀过程中,定向偏 移,卡住;而根据报警号分析,说明主轴试图恢复到定向位置,但因卡住面报警关机。手 动操作电磁闹分别将主轴刀具松开,刀库伸出,手工将刀爪上的刀卸下,再手动将主轴 夹紧,刀库退回;开机,报警消除。为查找原因,检查刀库刀爪与主轴相对位置,发现刀 库刀爪偏左,主轴换刀后下移时刀爪右指刮擦刀柄,造成主轴顺时针转动偏离定向,而 主轴默认定向为M19,恢复定向旋转方向与偏离方向一致,更加大了这一偏离,因而偏 离很多造成卡死;而主轴上移时,刀爪右指刮擦使刀柄逆转,而M19定向为正转正好将 其消除,不存在这一问题。调整刀库四零位置参数7508,使刀爪与主轴对齐后,故障消除。",
"zan": 8
},
{
"answer": "使用时间较长, 液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联 轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"zan": 6
}
]
}
```
#### 2.3 问答
基于知识图谱,目前支持四类问题的问答
- 某故障原因会引起哪些现象?
- 执行某操作时会遇到哪些错误?
- 某部位常发生的故障有哪些?
- 某故障报警的含义是什么?
```bash
curl "http://127.0.0.1:8000/wenda?question=外部24V短路的故障会引起哪些现象"
```

```json
{
"answer": [
"无法重新起动机床报警",
"机床突然断电报警",
"F14报警"
]
}
```
#### 2.4 反馈
```bash
curl "http://127.0.0.1:8000/save?pinpai=发那科&xinghao=MATE-TD&errorid=ALM401&question=自动换刀时刀链运转不到位,刀库停止运转&relationList=机床自动报警&answer=test使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。"
```

```json
{
"message": "保存成功"
}
```
> 再次访问故障诊断接口: http://127.0.0.1:8000/qa?pinpai=发那科&xinghao=MATE-TD&errorid=ALM401&question=自动换刀时刀链运转不到位,刀库停止运转&relationList=机床自动报警
```json
{
"selectedlist": [
"自动换刀时刀链运转不到位",
"刀库停止运转",
"ALM401报警",
"机床自动报警"
],
"hiddenlist": [
"刀库开始运转",
"但是所需要换的刀具没有传动到位",
"刀库就停止运转了",
"3mm后机床自动报警",
"3min后机床自动报警",
"CNC显示ALM411"
],
"list": [
{
"yuanyin": "刀库停止运转的故障",
"answer": [
"使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"test使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。"
],
"possibility": 1.0,
"list": [
{
"entity1": "自动换刀时刀链运转不到位",
"rel": "间接原因",
"entity2": "刀库停止运转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "刀库停止运转",
"rel": "间接原因",
"entity2": "刀库停止运转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常123123。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常123123。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "test使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库停止运转的故障",
"rel": "解决办法",
"entity2": "test使用时间较长,液压站的输出压力调得太高,导致联轴器的啮合齿损坏,从而当液压电动机旋转时,联轴器不能很好地传递转矩,从而产生异响。更换该联轴器后,机床恢复正常。",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
}
]
},
{
"yuanyin": "连接不良引起跟随误差报警的故障",
"answer": [
"FANUC 6M系统ALM401报警的内容同前,ALM411报警的含义是 \"运动时X轴跟随误差超过”\r\n进一步分析、试验,发现系统全部参数设置正确,开机时驱动器无报警,且利用增量 方式或手轮方式少量移动X轴(!0.2mm),机床仍无报警,且显示变化,但电动机不转。 通过诊断参数检查X轴跟随误差DGN800的值,发现在X轴运动时,其值不断增加,当 超过±200时,即出现报警,这一点与系统的''停止时允差”监控参数一致。\r\n由于机床开机时速度控制单元均无报警,且CNC跟随误差能变化,初步判定机床的 CNC与速度控制单元均无故障。利用万用表测量驱动器的!CMD(速度给定电压)输入, 发现此值始终为“5”,即:故障原因为CNC的速度给定电压未输入到驱动器。\r\n在故障确定后,检查CNC至速度控制单元的连线,发现X轴速度给定输出线中间已 断裂;重新连接后,故障排除,X轴即可正常工作。\r\n",
"test1"
],
"possibility": 0.5,
"list": [
{
"entity1": "ALM401报警",
"rel": "间接原因",
"entity2": "连接不良引起跟随误差报警的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "连接不良引起跟随误差报警的故障",
"rel": "解决办法",
"entity2": "FANUC 6M系统ALM401报警的内容同前,ALM411报警的含义是 \"运动时X轴跟随误差超过”\r\n进一步分析、试验,发现系统全部参数设置正确,开机时驱动器无报警,且利用增量 方式或手轮方式少量移动X轴(!0.2mm),机床仍无报警,且显示变化,但电动机不转。 通过诊断参数检查X轴跟随误差DGN800的值,发现在X轴运动时,其值不断增加,当 超过±200时,即出现报警,这一点与系统的''停止时允差”监控参数一致。\r\n由于机床开机时速度控制单元均无报警,且CNC跟随误差能变化,初步判定机床的 CNC与速度控制单元均无故障。利用万用表测量驱动器的!CMD(速度给定电压)输入, 发现此值始终为“5”,即:故障原因为CNC的速度给定电压未输入到驱动器。\r\n在故障确定后,检查CNC至速度控制单元的连线,发现X轴速度给定输出线中间已 断裂;重新连接后,故障排除,X轴即可正常工作。\r\n",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "连接不良引起跟随误差报警的故障",
"rel": "解决办法",
"entity2": "test1",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
}
]
},
{
"yuanyin": "刀库无法旋转的故障",
"answer": [
"TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套 的 CNC 系统为 SIEMENS840D。\r\n由上达故障查报警知道是换刀时间超出。此时在MDI方式中,无论用手动输入刀 库顺时针旋转还是逆时针旋转动作指令,刀库均不动作。检查电气控制系统,没有发现 什么异常;PLC输出指示器上的发光二极管燃亮,表明PL2有输出,那么问题应该发生 在机械传动方面。估计故障可能出在减速器上。为此,拆除了防护罩,卸下了伺服电动 机,拆开减速器,发现减速器内一传动轴上的联接键脱落,致使动力传动路线中断,刀库 无法旋转。修复减速器后,故障排除。\r\n",
"TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套 的 CNC 系统为 SIEMENS 840D。\r\n由上达故障查报警知道是刀库伺服电动机过载。检查电气控制系统,没有发现什 么异常,问题应该发生在机械传动或其他方面:①刀库链或减速器内有异物卡住;②刀 库链上的刀具太重;③润滑不良;经过检查上达三项正常。卸下伺服电动机,发现伺服 电动机内部有许多切削液,致使线圈短路所致。观察原因是电动机与减速器联接处的 密封圈磨损,从而导致切削液渗入电动机。更换密封圈和伺服电动机后,故障排除。\r\n"
],
"possibility": 0.38,
"list": [
{
"entity1": "自动换刀时刀链运转不到位",
"rel": "间接原因",
"entity2": "刀库无法旋转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "自动换刀时刀链运转不到位",
"rel": "间接原因",
"entity2": "刀库无法旋转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "机床自动报警",
"rel": "间接原因",
"entity2": "刀库无法旋转的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "刀库无法旋转的故障",
"rel": "解决办法",
"entity2": "TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套 的 CNC 系统为 SIEMENS840D。\r\n由上达故障查报警知道是换刀时间超出。此时在MDI方式中,无论用手动输入刀 库顺时针旋转还是逆时针旋转动作指令,刀库均不动作。检查电气控制系统,没有发现 什么异常;PLC输出指示器上的发光二极管燃亮,表明PL2有输出,那么问题应该发生 在机械传动方面。估计故障可能出在减速器上。为此,拆除了防护罩,卸下了伺服电动 机,拆开减速器,发现减速器内一传动轴上的联接键脱落,致使动力传动路线中断,刀库 无法旋转。修复减速器后,故障排除。\r\n",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
},
{
"entity1": "刀库无法旋转的故障",
"rel": "解决办法",
"entity2": "TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套 的 CNC 系统为 SIEMENS 840D。\r\n由上达故障查报警知道是刀库伺服电动机过载。检查电气控制系统,没有发现什 么异常,问题应该发生在机械传动或其他方面:①刀库链或减速器内有异物卡住;②刀 库链上的刀具太重;③润滑不良;经过检查上达三项正常。卸下伺服电动机,发现伺服 电动机内部有许多切削液,致使线圈短路所致。观察原因是电动机与减速器联接处的 密封圈磨损,从而导致切削液渗入电动机。更换密封圈和伺服电动机后,故障排除。\r\n",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
}
]
},
{
"yuanyin": "换刀不到位的故障",
"answer": [
"MPA - H100A加工中心是日本三菱公司广岛工机工厂生产,所配 CNC系统为FANUC 6M - MODELB,工作台为10001000mm x 1000mm,60把刀具。由上达 故障查报警知道是换刀时间超出。此时在MDI方式中,无论用手动输入刀库顺时针旋 转还是逆时针旋转动作指令,刀库均不动作。检查电气控制系统,没有发现什么异常; PLC输出指示器上的发光二极管燃亮,表明PLC有输出,刀库顺时针和边时针传动电磁 阀上的逆时针一侧的发光二极管燃亮,表明电磁阀有电,此时刀库不动作,那么问题应 该发生在液压系统或者其他方面。但是液压系统的压力正常,各油路均畅通并无堵塞 现象;检查各个液压阀的液压器件也没有发现什么问题,估计故障可能出在液压马达 上。为此,拆除了防护罩,卸下了液压马达,能拆卸检查的部位,都作了检查,也没有发 现什么问题;后又将液压马达送到大连组合机床研究所去鉴定,其测试结论是液压马达 是完好的。经在场的同志们仔细分析研究后认为,问题只能有一个,那就是机械方面的 故障;但刀库的各部位,各个零部件均无明显的损伤痕迹,因此机械损坏故障可排除在 外;最后问题归结为一点,即刀库负载太重,或者有阻滞的部位,以至液压马达带不动所 致。\r\n事实上的确如此。我们在加工10t叉车箱体时,由于工件较复杂,加工面较多,所用 刀具多达40多把,而且大的刀具,长的刀具(最长的刀具达550mm),重的刀具(最重的刀 具达25kg以上)用量都很大,而且我们忽略了刀具在刀库上的分布情况,重而长的刀具 在刀库上没有均匀分布,而是集中于一段,以至造成刀库的链带局部拉得太紧,变形较 大,并且可能有阻滞现象,所以机床的液压马达带不动。最后我们把刀库链带的可调部 分稍松了一些,结果一切都恢复正常,说明问题的确是出在机械上。\r\n注意:刀库的链带又不能调得太松,否则会有''飞刀”的危险。有一次机械手在刀库 侧抓刀时,当把刀具拔出、然后上升、再进行180。旋转时,刀具突然被甩出,险些酿成大 祸。分析这起故障的原因,就是因为刀库链带太松的缘故。该机床机械手的两个卡爪 是靠向下的推力而被刀柄的外径向外挤开,然后靠弹簧的张力来夹紧刀具的。当机械 手向下抓刀时,由于链带太松,链带也随着机械手向下的推力而向下拱曲,结果机械手 的卡爪只抓住刀柄的一大半,并没有完全抓靠、抓牢,当机械手旋转时,由于刀具很重, 在离心力的作用下,刀具就沿切线方向甩出去。经把链带稍微紧了一下,就再也没有发 生类似情况。\r\n"
],
"possibility": 0.2,
"list": [
{
"entity1": "自动换刀时刀链运转不到位",
"rel": "间接原因",
"entity2": "换刀不到位的故障",
"entity1_type": "现象",
"entity2_type": "最终原因"
},
{
"entity1": "换刀不到位的故障",
"rel": "解决办法",
"entity2": "MPA - H100A加工中心是日本三菱公司广岛工机工厂生产,所配 CNC系统为FANUC 6M - MODELB,工作台为10001000mm x 1000mm,60把刀具。由上达 故障查报警知道是换刀时间超出。此时在MDI方式中,无论用手动输入刀库顺时针旋 转还是逆时针旋转动作指令,刀库均不动作。检查电气控制系统,没有发现什么异常; PLC输出指示器上的发光二极管燃亮,表明PLC有输出,刀库顺时针和边时针传动电磁 阀上的逆时针一侧的发光二极管燃亮,表明电磁阀有电,此时刀库不动作,那么问题应 该发生在液压系统或者其他方面。但是液压系统的压力正常,各油路均畅通并无堵塞 现象;检查各个液压阀的液压器件也没有发现什么问题,估计故障可能出在液压马达 上。为此,拆除了防护罩,卸下了液压马达,能拆卸检查的部位,都作了检查,也没有发 现什么问题;后又将液压马达送到大连组合机床研究所去鉴定,其测试结论是液压马达 是完好的。经在场的同志们仔细分析研究后认为,问题只能有一个,那就是机械方面的 故障;但刀库的各部位,各个零部件均无明显的损伤痕迹,因此机械损坏故障可排除在 外;最后问题归结为一点,即刀库负载太重,或者有阻滞的部位,以至液压马达带不动所 致。\r\n事实上的确如此。我们在加工10t叉车箱体时,由于工件较复杂,加工面较多,所用 刀具多达40多把,而且大的刀具,长的刀具(最长的刀具达550mm),重的刀具(最重的刀 具达25kg以上)用量都很大,而且我们忽略了刀具在刀库上的分布情况,重而长的刀具 在刀库上没有均匀分布,而是集中于一段,以至造成刀库的链带局部拉得太紧,变形较 大,并且可能有阻滞现象,所以机床的液压马达带不动。最后我们把刀库链带的可调部 分稍松了一些,结果一切都恢复正常,说明问题的确是出在机械上。\r\n注意:刀库的链带又不能调得太松,否则会有''飞刀”的危险。有一次机械手在刀库 侧抓刀时,当把刀具拔出、然后上升、再进行180。旋转时,刀具突然被甩出,险些酿成大 祸。分析这起故障的原因,就是因为刀库链带太松的缘故。该机床机械手的两个卡爪 是靠向下的推力而被刀柄的外径向外挤开,然后靠弹簧的张力来夹紧刀具的。当机械 手向下抓刀时,由于链带太松,链带也随着机械手向下的推力而向下拱曲,结果机械手 的卡爪只抓住刀柄的一大半,并没有完全抓靠、抓牢,当机械手旋转时,由于刀具很重, 在离心力的作用下,刀具就沿切线方向甩出去。经把链带稍微紧了一下,就再也没有发 生类似情况。\r\n",
"entity1_type": "最终原因",
"entity2_type": "解决办法"
}
]
}
]
}
```
### 3 部署过程
```bash
git clone https://github.com/1962247851/Shukongdashi.git
```
#### 3.1 配置关系型数据库MySQL
##### 3.1.1 安装
MySQL 8.0、MySQL 5.7 均可
安装步骤参考:[MySQL安装教程(详细版)_mysql安装教程8.0.36-CSDN博客](https://blog.csdn.net/m0_71422677/article/details/136007088)
**安装成功后所需的信息**
- 地址:127.0.0.1
- 端口:3306
- 帐号:root
- 密码:root
##### 3.1.2 初始化
1. 创建数据库 `sg_faq`
2. 使用 `guzhanganli.sql`初始化数据库表
#### 3.2 配置图数据库Neo4j
##### 3.2.1 安装
安装步骤参考:[Neo4j最新安装教程(图文版)_51CTO博客_neo4j社区版安装](https://blog.51cto.com/YangPC/7933963)
**安装成功后所需的信息**
- 地址:127.0.0.1
- 端口:7687
- 帐号:neo4j
- 密码:abc123456
##### 3.2.2 初始化
创建一个新的数据库



创建完成后启动,等待启动成功
> 导入CSV步骤参考:[neo4j desktop导入csv数据_neo4j desktop 导入csv-CSDN博客](https://blog.csdn.net/Castlehe/article/details/122228663)
1. 将 `Shukongdashi/test_my/test_cnnrnn/neo4`下的文件放入Neo4j安装目录下的 `/import`目录


2. 进入Neo4j控制台

输入 `bin\\cypher-shell`并回车,帐号:`neo4j`,输入上一步配置的密码

3. 导入数据
```bash
# 导入节点
LOAD CSV WITH HEADERS FROM "file:///baojing.csv" AS line MERGE (:Errorid { title: line.title });
CREATE CONSTRAINT FOR (c:Errorid) REQUIRE c.title IS UNIQUE;LOAD CSV WITH HEADERS FROM "file:///caozuo.csv" AS line MERGE (:Caozuo { title: line.title });
CREATE CONSTRAINT FOR (c:Caozuo) REQUIRE c.title IS UNIQUE;LOAD CSV WITH HEADERS FROM "file:///xianxiang.csv" AS line MERGE (:Xianxiang { title: line.title });
CREATE CONSTRAINT FOR (c:Xianxiang) REQUIRE c.title IS UNIQUE;LOAD CSV WITH HEADERS FROM "file:///zhuyu.csv" AS line MERGE (:GuzhangBuwei { title: line.title });
CREATE CONSTRAINT FOR (c:GuzhangBuwei) REQUIRE c.title IS UNIQUE;LOAD CSV WITH HEADERS FROM "file:///yuanyin2.csv" AS line MERGE (:Yuanyin { title: line.title });
CREATE CONSTRAINT FOR (c:Yuanyin) REQUIRE c.title IS UNIQUE;
# 导入关系
LOAD CSV WITH HEADERS FROM "file:///caozuoxianxaing.csv" AS line MATCH (entity1 {title:line.title1}),(entity2 {title:line.title2}) CREATE (entity1)-[:CX { type: line.relation }]->(entity2);
LOAD CSV WITH HEADERS FROM "file:///xianxiangyuanyin.csv" AS line MATCH (entity1 {title:line.title1}),(entity2 {title:line.title2}) CREATE (entity1)-[:XY { type: line.relation }]->(entity2);
LOAD CSV WITH HEADERS FROM "file:///xianxiangxianxiang.csv" AS line MATCH (entity1 {title:line.title1}),(entity2 {title:line.title2}) CREATE (entity1)-[:XX { type: line.relation }]->(entity2);
LOAD CSV WITH HEADERS FROM "file:///xianxaingbuwei.csv" AS line MATCH (entity1 {title:line.title1}),(entity2 {title:line.title2}) CREATE (entity1)-[:XB { type: line.relation }]->(entity2);
LOAD CSV WITH HEADERS FROM "file:///xianxaingbaojing.csv" AS line MATCH (entity1 {title:line.title1}),(entity2 {title:line.title2}) CREATE (entity1)-[:XJ { type: line.relation }]->(entity2);
```

### 3.3 配置运行环境
```bash
conda create -n skds python=3.6 -y
conda activate skds
```
```bash
pip install -r requirement-new.txt
```
### 3.4 启动并访问
修改数据库连接配置
```python
# Shukongdashi/config.py
# MySQL连接配置
MYSQL_HOST="127.0.0.1"
MYSQL_PORT=3306
MYSQL_USERNAME="root"
MYSQL_PASSWORD="root"
MYSQL_DATABASE="sg_faq"
# Neo4j连接配置
NEO4J_URI="neo4j://127.0.0.1:7687"
NEO4J_USERNAME="neo4j"
NEO4J_PASSWORD="abc1234567"
```
启动Django
```bash
python manage.py runserver 0.0.0.0:8000
```
访问接口
```bash。。
curl "http://127.0.0.1:8000/pa?pinpai=发那科&xinghao=MATE-TD&errorid=ALM401&question=自动换刀时刀链运转不到位,刀库停止运转"
```
```bash
curl "http://127.0.0.1:8000/wenda?question=外部24V短路的故障会引起哪些现象?"
```
```bash
curl "http://127.0.0.1:8000/wenda?question=开机调试时会遇到的错误"
```
```bash
curl "http://127.0.0.1:8000/wenda?question=S系统RAM故障会引起哪些现象"
```
### 4 总结展望
#### 4.1 总结
- 介绍了项目部署的具体过程
- 简化了项目运行时的依赖列表
- 成功将项目部署到本地
#### 4.2 展望
- 由于APICloud平台已经停止运营,项目的移动端代码已无法运行
- 受限于个人能力,暂未成功复现知识库和知识图谱的构建过程
### 相关链接
- 项目介绍: https://github.com/mmmjh/ErrorPlatform
- 项目源码
- GitHub: https://github.com/wangrenyisme/Shukongdashi
- Gitee: https://gitee.com/zhanglei459/shukongdashi
- 修改后的项目源码
- GitHub:https://github.com/1962247851/Shukongdashi
- Gitee:https://gitee.com/or-mjz/Shukongdashi
- [MySQL安装教程(详细版)_mysql安装教程8.0.36-CSDN博客](https://blog.csdn.net/m0_71422677/article/details/136007088)
- [Neo4j最新安装教程(图文版)_51CTO博客_neo4j社区版安装](https://blog.51cto.com/YangPC/7933963)
- [neo4j desktop导入csv数据_neo4j desktop 导入csv-CSDN博客](https://blog.csdn.net/Castlehe/article/details/122228663)
评论
已自动恢复阅读位置、日/夜间模式参数